
新聞資訊
NEWS CENTER

汽車檢具設計和制作是北京起(qǐ)星科技有限公司主要的業務之一,京科一直緻力于汽車檢具設計、制造、測量、維修的業務。北京京科憑借優良的汽車檢具産品品質和完善的售後(hòu)服務體系,赢得了北京奔馳、北京現代、北汽福田、一汽大衆、一汽豐田、長(cháng)城汽車、五菱汽車、路虎、捷豹等國(guó)内外知名汽車企業的高度評價和信賴,京科爲各類汽車公司提供專業、精密的檢具,爲汽車生産各個環節提供保證。下面(miàn)我們來詳細介紹一下京科汽車檢具設計的一般步驟。
(一)汽車檢具設計流程之:工件和檢具體的設計建模
首先要參照零件圖紙分析工件,初步拟定汽車檢具設計方案,确定汽車檢具的基準面(miàn)、凹凸情況,檢測截面(miàn)、定位面(miàn)等,并簡單繪制其二維示意圖。
在汽車檢具的設計中,檢具體的設計建模是關鍵,它直接影響到汽車檢具能(néng)否精确的檢測工件質量。由于車身覆蓋件以自由曲面(miàn)爲主的特點,“實物反求”是目前建模的通用方法。反求即依據已經(jīng)存在的工件或實物原型,用激光掃描儀進(jìn)行數據采集,并經(jīng)過(guò)數據處理、三維重構等過(guò)程,構造具有具體形狀結構的原型模型的方法。我們用激光掃描儀對(duì)标準的工件表面(miàn)進(jìn)行掃略,采集到以點雲爲主的工件表面(miàn)特征信息,將(jiāng)點坐标轉換到車身坐标下,用surfacer軟件處理點信息,得到工件表面(miàn)曲面(miàn)的特征曲線,從而生成(chéng)最終的自由曲面(miàn)模型;同時(shí)可以通過(guò)點雲到曲面(miàn)的最大最小距離來檢測所生成(chéng)的原形模型。應注意的是,此時(shí)所得到的模型是沒(méi)有厚度的片體模型,要根據掃描儀掃略的表面(miàn)分清該模型爲工件的内或外表面(miàn),這(zhè)對(duì)于汽車檢具的檢具體的設計尤爲重要。
爲實現汽車檢具對(duì)工件自由曲面(miàn)的檢測,一般使檢具體的表面(miàn)與工件内表面(miàn)保持2-3mm左右的常數間隙,數控加工機床能(néng)按照所設計的型面(miàn)數模達到較高精度的要求,實際檢測時(shí)通過(guò)汽車檢具型面(miàn)配合專用的量具往複移動即可測量出工件曲面(miàn)的偏差。工件外輪廓的檢測方法主要有兩(liǎng)種(zhǒng),設計所對(duì)應的汽車檢具時(shí):①檢具體表面(miàn)沿工件外輪廓切向(xiàng)向(xiàng)外延伸20mm左右;②沿工件外輪廓法向(xiàng)方向(xiàng)向(xiàng)下延伸20mm左右。在通用的CAD軟件(如UG)中,將(jiāng)工件表面(miàn)向(xiàng)内offset2-3mm的距離(如果所生成(chéng)的工件模型爲外表面(miàn),在作offset時(shí)還(hái)要加上工件的厚度),接著(zhe)把該曲面(miàn)沿其輪廓的切向(xiàng)或法向(xiàng)延伸20mm,得到檢具體的檢測表面(miàn),再向(xiàng)基準面(miàn)拉伸一定距離即是汽車檢具的檢具體模型。由于車身覆蓋件較爲複雜,在生成(chéng)檢具體檢測表面(miàn)時(shí)大多需要上述兩(liǎng)種(zhǒng)方法的結合,而對(duì)于一些特殊的型面(miàn),這(zhè)一點仍然難以實現。圖1所示爲複雜型面(miàn)處理的示意圖。圖中内引擎支座的工件表面(miàn)在1,2兩(liǎng)處明顯産生自相交和幹涉,爲了保證工件的主要輪廓得到檢測,犧牲了具有垂直高度差的轉角處的檢測,生成(chéng)如圖所示的檢具體表面(miàn),最後(hòu)在檢具體表面(miàn)沿工件輪廓和間隔3mm雙劃線,以方便檢測工件輪廓。當然,在汽車檢具(尤其是檢具體)的設計中還(hái)會(huì)碰到很多類似的問題,都(dōu)需要對(duì)汽車檢具原理的滲透理解和經(jīng)驗進(jìn)行處理。
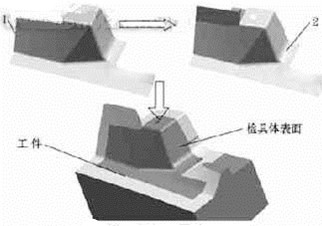
圖1 複雜型面(miàn)的處理
(二)汽車檢具設計之:斷面(miàn)樣(yàng)闆的設計建模
對(duì)工件關鍵型面(miàn)的檢測一般通過(guò)斷面(miàn)樣(yàng)闆來實現,汽車檢具的斷面(miàn)樣(yàng)闆分爲旋轉式和插入式兩(liǎng)種(zhǒng),當斷面(miàn)樣(yàng)闆的跨度超過(guò)300mm時(shí),爲保證垂直方向(xiàng)的檢測精度,通常將(jiāng)其設計爲插入式。檢具體表面(miàn)檢測的是工件的内表面(miàn),斷面(miàn)樣(yàng)闆則橫跨在工件外表面(miàn)上,用來檢測關鍵截面(miàn)的外表面(miàn),一般其工作表面(miàn)距離工件外表面(miàn)2-3mm,其建模方法與檢具體表面(miàn)類似。斷面(miàn)樣(yàng)闆的闆體材料一般爲鋼或鋁等金屬,工作表面(miàn)部分可用鋁或樹脂等制成(chéng)。複雜形面(miàn)的斷面(miàn)樣(yàng)闆在旋轉或插入時(shí)會(huì)産生幹涉,實際設計中可以將(jiāng)其分段處理,如圖2所示。
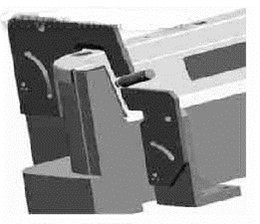
圖2 斷面(miàn)樣(yàng)闆的分段處理
若設置成(chéng)插入式斷面(miàn)樣(yàng)闆,則與工件定位銷發(fā)生幹涉;若設置成(chéng)單一旋轉式,由于工件本身多折面(miàn)性,造成(chéng)與檢具體或工件發(fā)生幹涉,將(jiāng)其設計成(chéng)兩(liǎng)塊獨立旋轉式斷面(miàn)樣(yàng)闆,即可滿足全面(miàn)檢測的要求。
(三)汽車檢具設計之:工件的定位和夾緊
工件正确合理的定位是準确測量的基礎。車身覆蓋件在汽車檢具上的定位方式主要由定位孔和夾頭夾緊定位或用永久磁鐵夾緊配合完成(chéng)。随著(zhe)汽車檢具在車身制造中的廣泛應用,杠杆式活動夾頭和永久磁鐵均有系列化産品選購,活動夾頭還(hái)配置有不同型式和尺寸的支架或托架。大多數的車身覆蓋件都(dōu)有主、副兩(liǎng)定位孔,主定位銷一般爲圓柱銷(圓孔)或菱形銷(腰孔),副定位銷爲圓錐銷或菱形塞銷。設計汽車檢具時(shí),在檢具體上的定位孔位置打孔(以放入定位銷襯套爲準),并給出定位孔的車身坐标。同時(shí),在工件剛性較好(hǎo)且分布合理的位置布置定位墊片和活動夾頭,以保證工件的牢固定位,設計時(shí)要盡量減少夾緊點數量,保證活動夾頭工作時(shí)不與其它部件産生幹涉,并考慮到工人的操作方便,最終給出定位墊片上表面(miàn)中心的車身坐标。
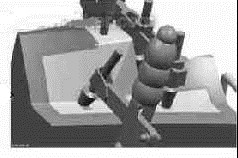
圖3 利用夾頭限制工件自由度
對(duì)于隻有一個定位孔的工件,由于主定位孔隻能(néng)限制兩(liǎng)個自由度,所以定位墊片也起(qǐ)到限制工件自由度的作用,以防止工件繞主定位銷旋轉(見圖3)。
(四)汽車檢具設計之:底闆總成(chéng)的設計
在檢具體上表面(miàn)沿基準面(miàn)法線方向(xiàng)拉伸一定的距離,使其最低點大于150mm的厚度,以保證檢具體有足夠的強度,同時(shí)盡量讓檢具體底面(miàn),即底闆總成(chéng)的上表面(miàn)(基面(miàn)),在車身坐标系的整數位置上。檢具體底闆總成(chéng)一般由基闆、槽鋼(必要時(shí)在中間加工字鋼)、定位塊和萬向(xiàng)輪組成(chéng),當基闆與檢具體固定好(hǎo)後(hòu),其它部件即可根據實際的情況選用标準型号。
(五)汽車檢具設計之:孔的檢測
車身沖壓件中對(duì)許多重要的孔和翻邊等需要單獨檢測。在汽車檢具的設計中通常在檢具體上表面(miàn)加上1mm左右厚的凸台,凸台的中心與工件孔中心在同一軸線上,直徑比孔徑大5mm,并在凸台上采用雙劃線方式檢測(見圖4)。當被(bèi)測孔的精度要求比較高時(shí),采用定位孔的方式用塞規和襯套檢測。
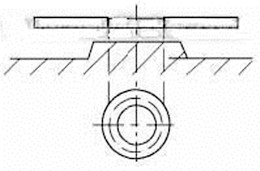
圖4 孔的檢測方法
京科結語
以上就(jiù)是北京起(qǐ)星科技有限公司汽車檢具設計的一般步驟,需要注意的是:在車身大型覆蓋件中,由于這(zhè)類汽車檢具的形狀複雜、體積龐大、制作成(chéng)本較高、檢測對(duì)象單一、柔性差,難以快速獲得大量的準确信息,已逐步被(bèi)先進(jìn)的自動化檢測手段(如在線檢測系統)所取代,但對(duì)于大批量生産的小型沖壓件的檢測,目前我國(guó)汽車生産廠家仍主要依靠這(zhè)類汽車檢具。京科公司緻力于爲客戶新産品的設計研發(fā)提供縮短周期、節約成(chéng)本的驗證和試制解決方案,堅持爲客戶提供10分優質的産品,100%貼心的服務,并爲成(chéng)爲客戶信賴、員工自豪、受人尊重的國(guó)際一流企業而不懈努力!
掃二維碼用手機看
地圖
星科技有限公司")
星科技有限公司")
Copyright © 2019 北京起(qǐ)星科技有限公司 版權所有